English
English Español
EspañolEstamos comprometidos a brindar un servicio integral para productos de tubería de acero a clientes de todo el mundo.

Estamos comprometidos a brindar un servicio integral para productos de tubería de acero a clientes de todo el mundo.




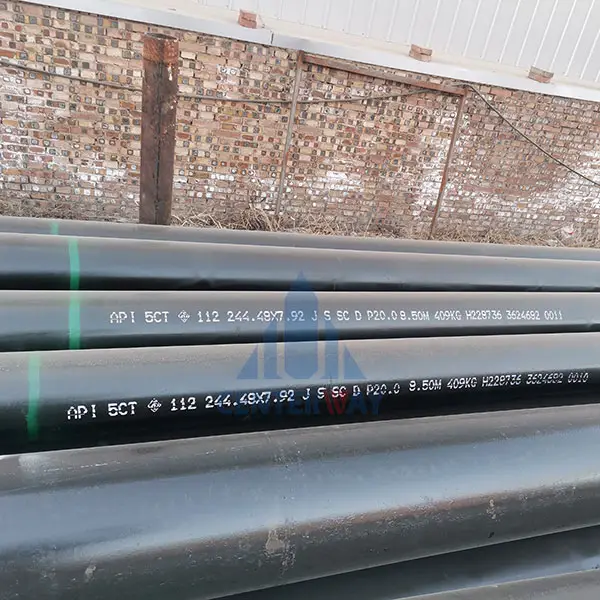
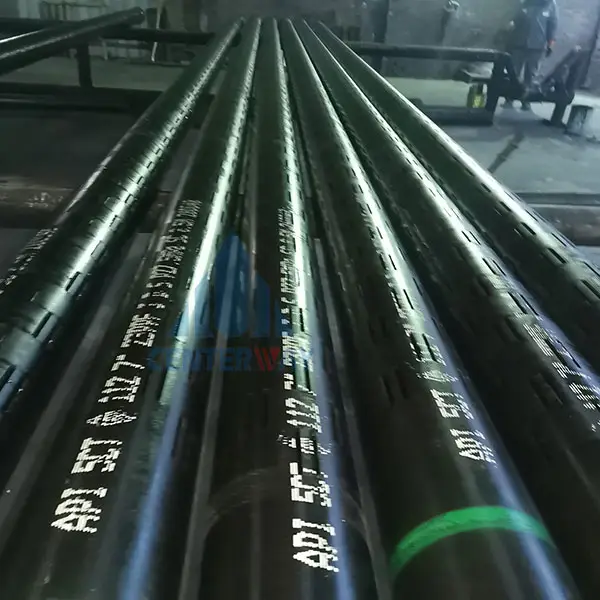
tubería es una tubería de diámetro relativamente pequeño que se introduce en un pozo para servir como conducto para el paso de petróleo y gas a las instalaciones de superficie del campo para su procesamiento. La tubería debe ser suficientemente resistente para resistir las cargas y deformaciones asociadas con la producción y las reparaciones . Además, la tubería debe dimensionarse para soportar las tasas esperadas de producción de petróleo y gas.
Tamaños y Materiales
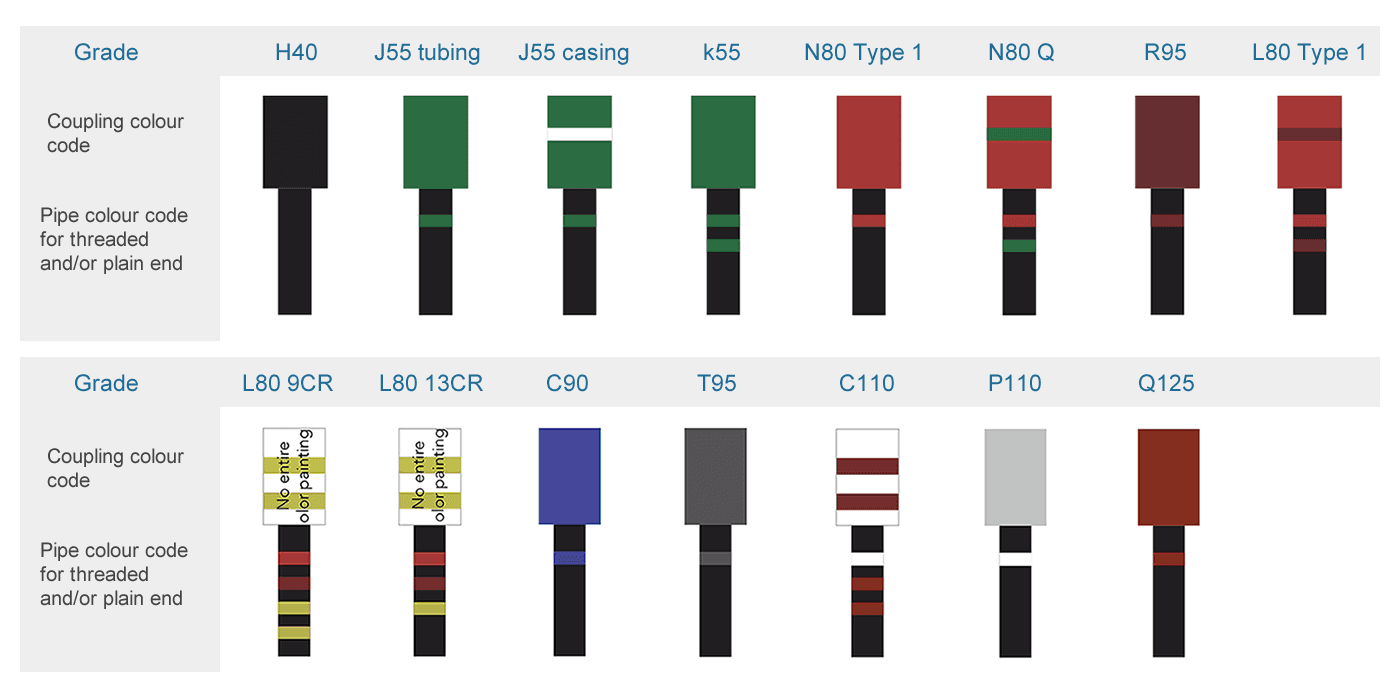
Los tubos de tubería se fabrican en ejecución sin costura y soldada, en el rango de tamaño de 1,050 a 5 1/2 pulgadas (consulte este artículo para ver los tamaños de los tubos de tubería AP5CT) y en los siguientes grados de material: H-40, J-55, K -55, N-80, L-80, C-90, T-95, P-110, Q-125
Conexiones finales
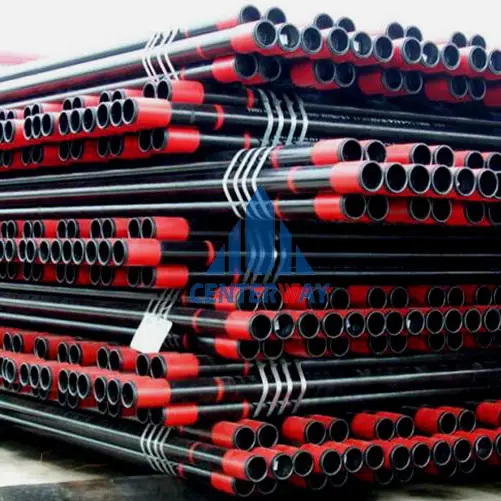
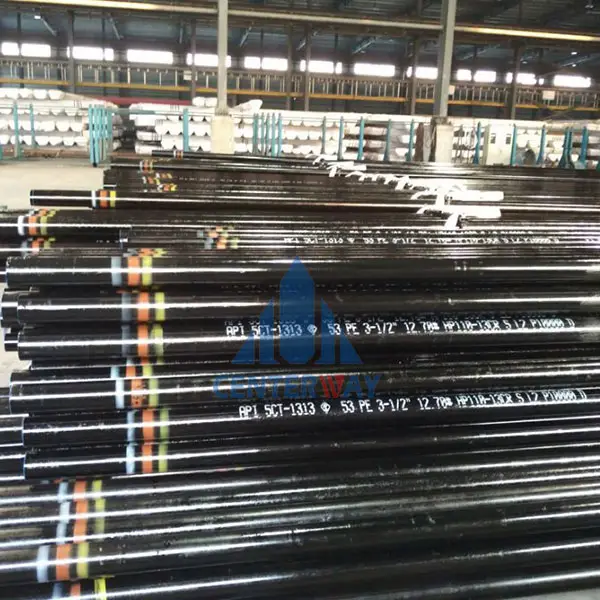
Los principales tipos de conexiones para tuberías de tubing son NUE (sin reborde), EUE (reborde externo) y premium. La resistencia a la corrosión en condiciones de servicio ácidas es una característica muy importante de los OCTG, especialmente para revestimientos y tuberías.
Más tubos de revestimiento y sus colores.
|
tubería de aceite |
Rango 1 |
Rango 2 |
Rango 3 |
|
6,10 ~ 7,32 |
8,53 ~ 9,75 |
11.58~12.80 |
|
Etiqueta |
D Diámetro exterior mm |
Espesor de pared mm |
Tipo C de acabado final |
|||||||||
|
1 |
2 |
|||||||||||
|
NU T&C |
Términos y condiciones de la UE |
yo |
H40 |
J55 |
L80 |
N80 |
C90 |
T95 |
P110 |
|||
|
1.9 |
2.75 |
2.9 |
4 |
48.26 |
3.68 |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
|
|
3.65 |
3.73 |
2.76 |
48.26 |
5.08 |
PU |
PU |
PU |
PU |
PU |
PU |
PU |
|
|
4.42 |
- |
- |
48.26 |
6.35 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
2 3/8 |
4 |
- |
- |
60.32 |
4.24 |
PU |
PN |
NP |
NP |
NP |
NP |
- |
|
4.6 |
4.7 |
- |
60.32 |
4.83 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
5.8 |
5.95 |
- |
60.32 |
6.45 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
6.6 |
- |
- |
60.32 |
7.49 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
7.35 |
7.45 |
- |
60.32 |
8.53 |
- |
- |
PU |
- |
PU |
PU |
- |
|
|
2 7/8 |
6.4 |
6.5 |
- |
73.02 |
5.51 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
7.8 |
7.9 |
- |
73.02 |
7.01 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
8.6 |
8.7 |
- |
73.02 |
7.82 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
9.35 |
9.45 |
- |
73.02 |
8.64 |
- |
- |
PU |
- |
PU |
PU |
- |
|
|
10.5 |
- |
- |
73.02 |
9.96 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
3 1/2 |
7.7 |
- |
- |
88,9 |
5.49 |
NP |
NP |
NP |
NP |
NP |
NP |
- |
|
9.2 |
9.3 |
- |
88,9 |
6.45 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
|
10.2 |
- |
- |
88,9 |
7.34 |
NP |
NP |
PN |
NP |
PN |
NP |
- |
|
|
12.7 |
12.95 |
- |
88,9 |
9.52 |
- |
- |
PNU |
- |
PNU |
PNU |
PNU |
|
|
14.3 |
- |
- |
88,9 |
10.92 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
15.5 |
- |
- |
88,9 |
12.09 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
4 |
9.5 |
- |
- |
101.6 |
5.74 |
NP |
NP |
NP |
NP |
NP |
NP |
- |
|
10.7 |
11 |
- |
101.6 |
6.65 |
PU |
PU |
PU |
PU |
PU |
PU |
- |
|
|
13.2 |
- |
- |
101.6 |
8.38 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
16.1 |
- |
- |
101.6 |
10.54 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
|
4 1/2 |
12.6 |
12.75 |
- |
114.3 |
6.88 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
- |
|
15.2 |
- |
- |
114.3 |
8.56 |
- |
- |
PAG |
- |
PAG |
PAG |
- |
|
Nota: P—extremo liso;N—sin recalcado, con rosca y acoplado;U—con recalcado externo, con rosca y acoplado;I—junta completa
|
Tipos de tubería |
Tamaño de tubería (mm) |
Tolerancias |
|
|
laminado en caliente |
sobredosis |
≤159 |
±1,0% |
|
>159 |
±1,20 % |
||
|
peso |
≤20 |
±12,5% |
|
|
>20 |
±10,0% |
||
|
estirado en frío |
sobredosis |
≤30 |
±0,20 mm |
|
30-50 |
±0,30 mm |
||
|
>50 |
±0.8% |
||
|
peso |
≤3 |
+12% -10% |
|
|
>3 |
±10% |
||
API Spec 5CT – Especificación 5CT/ISO 11960, Especificación para Casing and Tubing, octava edición, Industrias del petróleo y gas natural: tuberías de acero para uso como revestimiento o tubería para pozos
Propiedades mecánicas:
|
Grupo |
Grado |
Tipo |
Alargamiento total bajo carga % |
Límite elástico MPa |
Fuerza de Tensión Mpa mín . |
Dureza |
||
|
min |
máximo |
CDH |
HBW |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2 |
J55 |
- |
0.5 |
379 |
552 |
517 |
- |
- |
|
K55 |
- |
0.5 |
379 |
552 |
655 |
- |
- |
|
|
N80 |
1 |
0.5 |
552 |
758 |
689 |
- |
- |
|
|
N80 |
q |
0.5 |
552 |
758 |
689 |
- |
- |
|
|
3 |
L80 |
1 |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
9Cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
|
L80 |
13Cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
|
C90 |
|
0.5 |
621 |
689 |
689 |
25.4 |
255 |
|
|
C95 |
- |
0.5 |
655 |
724 |
724 |
- |
- |
|
|
T95 |
|
0.5 |
655 |
724 |
724 |
25.4 |
255 |
|
|
P110 |
- |
0.6 |
758 |
862 |
862 |
- |
- |
|
|
4 |
Q125 |
Todos |
0,65 |
862 |
931 |
931 |
- |
- |
Composición química
|
Estándar |
Grado |
Composición(%) |
||||||||||
|
C |
Si |
Minnesota |
PAG |
S |
cr |
Ni |
cobre |
Mes |
V |
IA |
||
|
ESPEC. API 5CT |
J55K55 |
0,34~0,39 |
0,20~ |
1,25~1,50 |
≤0.020 |
≤0.015 |
≤0.15 |
≤0.20 |
≤0.20 |
|
|
≤0.020 |
|
(37Mn5) |
||||||||||||
|
N80 |
0,34~0,38 |
0,20~ |
1,45~1,70 |
≤0.020 |
≤0.015 |
≤0.15 |
|
|
|
0,11 |
≤0.020 |
|
|
(36 Mn2V) |
||||||||||||
|
L80(13Cr) |
0,15~0,22 |
≤1.00 |
0,25~1,00 |
≤0.020 |
≤0.010 |
12,0~ |
≤0.20 |
≤0.20 |
|
|
≤0.020 |
|
|
P110 |
0,26~0,35 |
0,17~ |
0,40~0,70 |
≤0.020 |
≤0.010 |
0,80~ |
≤0.20 |
≤0.20 |
0,15 |
≤0.08 |
≤0.020 |
|
|
|
||||||||||||
lingotes → Perforación → Laminado y dimensionamiento → Enfriamiento → Enderezado → NDT → Fin corte→Acoplamiento hilo→Hidráulico test→Pintura y protección de hilos →Embalaje
Calentamiento de lingotes

El calentamiento de lingotes es un
procedimiento de trabajo que hace que los lingotes cumplan con la temperatura
requerida del proceso de trabajo en caliente. El propósito del calentamiento
del lingote es hacer que el lingote de acero tenga suficiente plasticidad,
reducir la resistencia a la deformación por rodadura y mejorar la organización
interna.
El proceso de calentamiento de los lingotes tiene principalmente dos etapas: la
etapa de calentamiento (que incluye baja temperatura y alta temperatura), la
temperatura de la superficie del lingote aumenta hasta la temperatura de
colada; Calentamiento uniforme, para hacer que el lingote sea uniforme en la
temperatura interior y exterior.
Laminación y dimensionamiento

El laminado en caliente puede reducir
significativamente el consumo de energía y el costo. La alta deformación
plástica del metal y la baja resistencia a la deformación reducen en gran
medida el consumo de energía del acero laminado en caliente.
El laminado en caliente puede mejorar el rendimiento del proceso del metal,
eliminar los defectos de fundición y mejorar el rendimiento del procesamiento
de la aleación. El laminado en caliente generalmente adopta la fundición de
lingotes grandes, que no solo mejora la eficiencia de producción, sino que
también mejora la velocidad de laminación, para lograr un proceso de laminación
continuo. y crear las condiciones para la automatización.
Enfriamiento

Después del enfriamiento, el tubo de acero laminado en caliente se encuentra en un rango específico. Comparado con el proceso tradicional de hacer el proceso, puede simplificar el proceso, ahorrar energía, obtener las mismas o mejores propiedades mecánicas.
NDT

La prueba no destructiva, abreviatura de
NDT, es un método ampliamente utilizado en la inspección de tuberías. Es un
proceso de prueba, inspección y evaluación de la calidad y características del
material sin dañar la propia tubería ni afectar el normal funcionamiento
posterior de la tubería. En otras palabras, después de las pruebas NDT, la
pieza aún se puede poner en uso práctico. NDT utiliza los cambios en el calor,
el sonido y los imanes causados por una estructura interna anormal o fallas
para inspeccionar los defectos internos y externos del material.
Los métodos de inspección comunes de NDT son pruebas visuales (VT), pruebas
ultrasónicas (UT), pruebas radiográficas (RT), pruebas hidrostáticas.
Rosca de acoplamiento

Las juntas roscadas se refieren a la pieza de conexión de la tubería con la rosca del tornillo, es una tubería más común en la industria. La rosca de acoplamiento hace que la conexión de la tubería sea más simple, el reemplazo también es más fácil y ahorra en gran medida el costo de la conexión de la tubería. Las juntas roscadas de la industria generalmente están hechas de metal y pueden soportar altas presiones. El material contiene acero al carbono, acero inoxidable, acero aleado, latón, etc.
Prueba hidráulica

La prueba hidrostática es un método de inspección para reducir el riesgo de fallas en la tubería que podrían amenazar su capacidad para soportar la presión máxima de operación. La prueba hidrostática inspecciona la integridad de las tuberías llenando la tubería con un líquido no comprimible (a menudo agua, teñida) para aumentar el nivel de presión por encima de la presión normal para ver si existe algún defecto. Puede realizarse en tuberías antes de su puesta en servicio o en tuberías existentes que ya están en servicio