
 English
English Español
EspañolPragmatismo, integridad, pasión

Pragmatismo, integridad, pasión

Las fallas en las tuberías en un sitio de construcción pueden arruinar el cronograma y el presupuesto de un proyecto. No puede permitirse conexiones débiles cuando hay miles de dólares en juego. Aquí está la guía experta para soldar tuberías de acero al carbono correctamente. Aprender cómo soldar tuberías de acero al carbono implica seleccionar el método correcto—generalmente SMAW para trabajo de campo o GMAW para eficiencia en el taller. Los pasos clave incluyen limpiar superficies, seleccionar metales de aporte compatibles y controlar el aporte de calor para prevenir grietas y asegurar la integridad del oleoducto.

He visto muchos proyectos sufrir porque el equipo de ingeniería no eligió el procedimiento de soldadura adecuado. Esto conduce a fugas, pruebas de presión fallidas y reparaciones costosas. Veamos los detalles para que pueda evitar estos problemas.
Elegir el método incorrecto acaba con la eficiencia y aumenta las tasas de defectos. No querrá desperdiciar horas de trabajo en una técnica que es demasiado lenta para su cronograma. Aquí están las cuatro técnicas estándar utilizadas en la industria hoy en día. Los métodos más comunes son la Soldadura por Arco Manual (SMAW) por su versatilidad, la Soldadura por Arco Metálico con Gas (GMAW) por su velocidad, y la Soldadura por Arco Sumergido (SAW) para tuberías gruesas. Cada uno tiene fortalezas específicas dependiendo del diámetro de la tubería y la ubicación del trabajo.
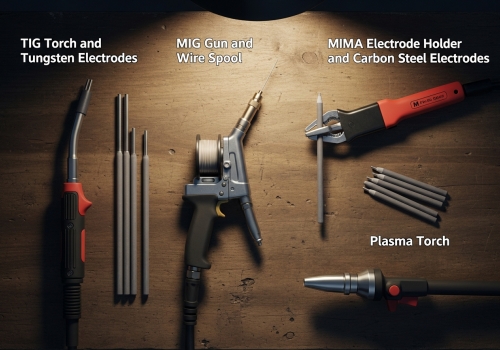
Comparación de diferentes antorchas de soldadura y electrodos utilizados para tuberías de acero al carbono Como proveedor que ha estado en esta industria desde 1996, veo diferentes métodos utilizados para diferentes necesidades. Cuando pregunta cómo soldar tuberías de acero al carbono, la respuesta depende en gran medida de dónde ocurre la soldadura. ¿Es en un entorno controlado de fábrica o en el ambiente hostil del campo? Desglosemos los métodos que vemos con más frecuencia en Centerway Steel y en los sitios de nuestros clientes.
A esto lo llamamos "soldadura con electrodo" o "stick welding". Es muy común. El soldador utiliza un electrodo manual. Es excelente para el trabajo de campo porque el viento no le afecta mucho. Sin embargo, es lento porque el soldador tiene que detenerse frecuentemente para cambiar los electrodos. Depende mucho de la habilidad del trabajador para mantener un pulso firme.
Este es un proceso automático o semiautomático. Utiliza un alimentador de alambre y un gas de protección. Es mucho más rápido que la soldadura con electrodo. En nuestras fábricas, usamos esto para accesorios de tubería estándar. Crea una soldadura limpia con poca escoria. La desventaja es que necesita proteger el área de trabajo del viento, por lo que es mejor para talleres interiores.
Esto es crucial para las tuberías de gran diámetro que producimos. El arco se oculta bajo una capa de polvo fundente granular. Permite tasas de deposición muy altas y una penetración profunda. Es perfecto para paredes gruesas y costuras rectas largas, como las utilizadas en líneas de transmisión de petróleo y gas.
Para alta precisión, usamos Plasma o TIG (GTAW). Esto se usa a menudo para la "pasada de raíz"—la primera capa de la soldadura dentro de la tubería. Asegura que no haya protuberancias dentro de la tubería que puedan detener el flujo de petróleo o gas. Aquí hay una tabla comparativa simple para ayudarle a decidir:
| Método | Mejor Caso de Uso | Velocidad | Nivel de Habilidad Necesario |
|---|---|---|---|
| SMAW (Electrodo) | Sitios de construcción al aire libre, reparaciones | Lento | Alto |
| GMAW (MIG) | Talleres de fabricación interiores | Rápido | Medio |
| SAW (Sumergido) | Fabricación de tuberías pesadas/gruesas | Muy Rápido | Medio (Operador de Máquina) |
| GTAW (TIG) | Pasadas de raíz, alta precisión | Lento | Muy Alto |
Una tubería sucia conduce a uniones débiles e inspecciones fallidas. Las uniones débiles fallan bajo alta presión y pueden causar riesgos de seguridad. Debe preparar la superficie correctamente para obtener un buen resultado. Una preparación adecuada requiere eliminar óxido, aceite y pintura de los extremos de la tubería. También debe biselar los bordes al ángulo correcto. Esto asegura que la soldadura penetre profundamente en el acero y cree un enlace fuerte entre las secciones.

En mis más de 20 años de experiencia, he encontrado que el 80% de los defectos de soldadura ocurren debido a una mala preparación. No importa cuán bueno sea su soldador. Si la tubería está sucia, la soldadura fallará. Cuando los clientes nos preguntan cómo soldar tuberías de acero al carbono para que pasen la inspección por rayos X, les digo que revisen primero su proceso de limpieza.
El acero al carbono se oxida naturalmente. También viene con aceite o barniz de fábrica para protegerlo durante el envío. Debe eliminar esto completamente.
· Esmerilado: Necesita esmerilar el metal hasta que esté brillante y limpio. Haga esto por al menos una pulgada (25 mm) desde el borde.
· Limpieza Química: Si hay aceite o grasa, use un solvente. Si suelda sobre aceite, este se convierte en burbujas de gas dentro de la soldadura. Esto causa porosidad (pequeños agujeros).
No puede simplemente unir dos tuberías planas. La soldadura no atravesará todo el espesor de la pared. Necesita cortar un ángulo en el borde. Generalmente, este es un ángulo de 37.5 grados. Cuando dos tuberías se encuentran, forman una "V". Esto permite al soldador llenar la unión desde abajo hacia arriba, asegurando una conexión sólida.
Las tuberías deben alinearse perfectamente. Usamos abrazaderas internas o externas para sostenerlas. Si una tubería está más alta que la otra (desalineación Hi-Lo), la soldadura tendrá un punto débil y se acumulará tensión allí. Aquí hay una lista de verificación para sus supervisores de sitio:
| Paso de Preparación | Por qué es importante | Consecuencia si se omite |
|---|---|---|
| Eliminar Óxido/Pintura | Asegura contacto eléctrico y pureza | Inclusiones en la soldadura |
| Eliminar Aceite | Previene hidrógeno y bolsas de gas | Porosidad (agujeros) |
| Biselado | Permite penetración completa | Centro de unión débil |
| Sujeción (Clamping) | Mantiene las tuberías rectas | Desalineación y estrés |
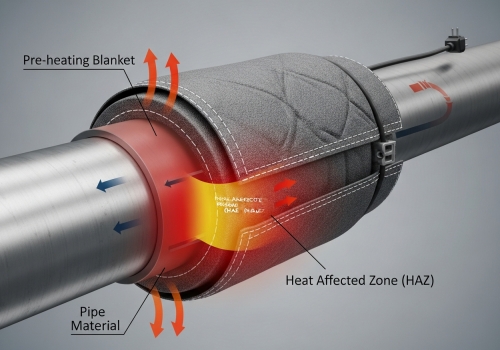
Las grietas son la pesadilla de un soldador y cuestan mucho repararlas. Las reparaciones destruyen el presupuesto de su proyecto y retrasan la fecha de finalización. Necesita controlar el aporte de calor para evitar que ocurran. Prevenir el agrietamiento térmico implica precalentar el acero para ralentizar la velocidad de enfriamiento. También debe seleccionar electrodos de bajo hidrógeno y mantener parámetros de voltaje estables. Esto evita el alto estrés en la zona afectada térmicamente donde la tubería es más vulnerable.
El acero al carbono es generalmente fácil de soldar en comparación con los aceros aleados, pero aún tiene riesgos. El mayor riesgo es el agrietamiento térmico. Esto sucede cuando el metal se calienta y luego se enfría demasiado rápido. El metal se contrae y se separa.
Cuando hablamos sobre cómo soldar tuberías de acero al carbono de manera segura, nos enfocamos en los parámetros.
· Corriente y Voltaje: Si la corriente es demasiado alta, perforará la tubería. Si es demasiado baja, la soldadura no se pegará (falta de fusión). Debe seguir estrictamente la WPS (Especificación del Procedimiento de Soldadura).
· Velocidad de Desplazamiento: Mover la antorcha demasiado rápido crea una soldadura delgada y débil. Moverla demasiado lento vierte demasiado calor en la tubería, lo que cambia la estructura del acero y lo vuelve quebradizo.
Para la soldadura MIG/MAG, el gas es crítico. Protege el metal líquido del aire.
· CO2: Barato y da una penetración profunda. Pero causa muchas salpicaduras.
· Mezcla Argón/CO2: Arco más suave y menos salpicaduras. Se ve mejor pero cuesta más. Para nuestros clientes EPC de alta gama, generalmente recomendamos la mezcla para asegurar que la soldadura se vea bien y se mantenga fuerte.
Para detener las grietas:
1. Precalentar: Para tuberías gruesas, calentamos el acero antes de soldar. Esto reduce el choque del arco caliente.
2. Secuencia de Pasadas: No intente llenar un gran espacio de una sola vez. Use múltiples capas delgadas (pasadas).
3. Alivio de Tensiones: A veces, después de soldar, envolvemos la tubería en mantas térmicas. Esto se llama Tratamiento Térmico Post-Soldadura (PWHT). Relaja las tensiones del metal. Así es como clasificamos los defectos comunes:
| Defecto | Causa Principal | Solución Simple |
|---|---|---|
| Agrietamiento Térmico | Enfriamiento muy rápido | Precalentar la tubería |
| Porosidad | Electrodos húmedos o sin gas | Secar la varilla / Revisar flujo de gas |
| Mordedura (Undercut) | Corriente demasiado alta | Bajar el amperaje |
| Inclusión de Escoria | Mala limpieza entre pasadas | Picar y cepillar cada capa |
Para soldar tuberías de acero al carbono con éxito, debe elegir el método correcto (SMAW o GMAW), limpiar el metal a fondo y controlar sus ajustes de calor. Una preparación de calidad previene fallas costosas.









