
Pragmatism, Integrity, Passion

Pragmatism, Integrity, Passion

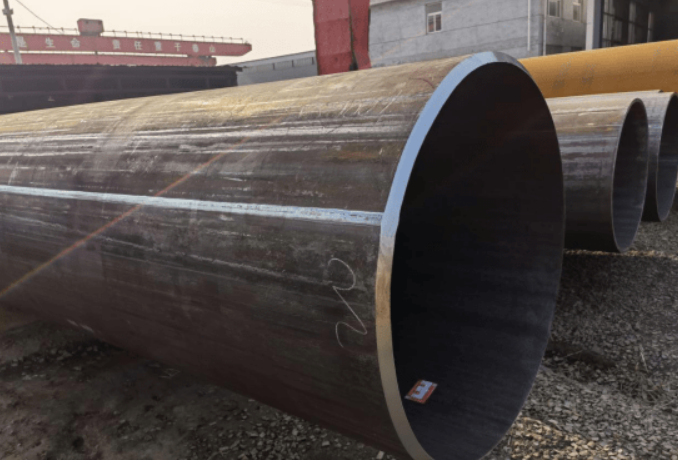
Basedon the skin effect, proximity effect, eddy current thermal effect andelectromagnetic induction principle of charge, high frequency welded pipe locally heats the steel at the weld edge to the molten state.The purpose of weld welding is achieved through the extrusion ofbonding between crystals. Do you know what factors affect it's quality?
Weldgap control
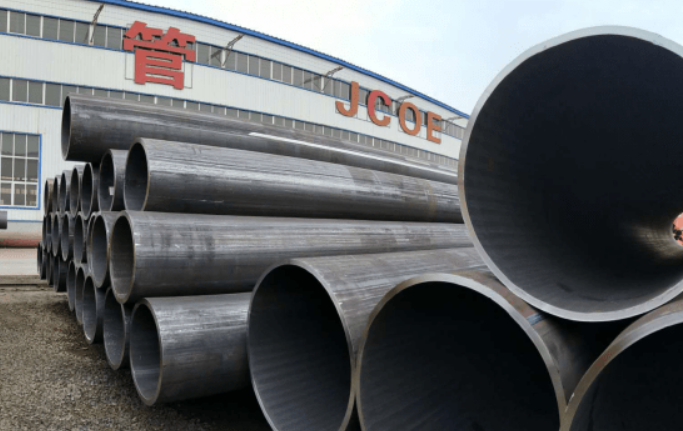
Thestrip steel is transferred to the welded pipe unit and graduallyrolled into a round tube blank with open gap by rolling with multiplerolls. Adjust the compression of the extrusion roller, control thewelding gap to 1-3mm, and make the weld flush. If the gap is toolarge, the proximity effect is reduced, the eddy current isinsufficient, and the joint between crystals of the weld is poor,fusion or cracks may not occur. If the gap is too small, it willincrease the proximity effect. Too much welding heat will lead toweld combustion and affect the surface quality of weld.

Weldingtemperature control
Thefactors affecting the welding temperature are mainly affected by thethermal power of high-frequency eddy current, and the thermal powerof high-frequency eddy current is mainly affected by the currentfrequency. The thermal power of high-frequency eddy current isdirectly proportional to the square of current frequency. If theinput heat is insufficient, the heated weld edge cannot reach thewelding temperature and the metal structure cannot be fused.

Extrusionforce control
If the extrusion force is too small, the number of eutectic formed willbe reduced, the strength of the welding metal will be reduced, and ifthe force is applied again, it will crack. If the extrusion force istoo large, the molten metal will be extruded from the weld, whichwill not only reduce the weld strength, but also produce a largenumber of internal and external burrs.
High frequency sensor position control
Thehigh-frequency inductor shall be as close to the position of theextrusion roll as possible. When the inductor is far away from theextrusion roll, the effective heating time is long, the heat affectedarea is wide, and the welding strength is reduced.






 English
English Español
Español


