
Pragmatism, Integrity, Passion

Pragmatism, Integrity, Passion

Are you struggling to choose the best welding method for thick steel pipes? Bad choices waste time and money. This guide helps you decide quickly. You must know the advantages and disadvantages of submerged arc welding to choose the right materials. The main benefits are fast speeds, deep penetration, and clean results. The main problems are flat position limits, high setup costs, and bad results on thin metals.

Let us look closer at why this matters for your project. But you must be careful. Using the wrong welding method can completely ruin your metal parts.
Are you confused about how this process works? This lack of knowledge can lead to buying the wrong pipes. Let us break down the basic steps for you. Submerged Arc Welding is a simple electric arc welding method. A machine feeds a bare wire to the metal. A thick layer of granular flux covers the arc. This flux melts to protect the liquid metal from the dirty air.
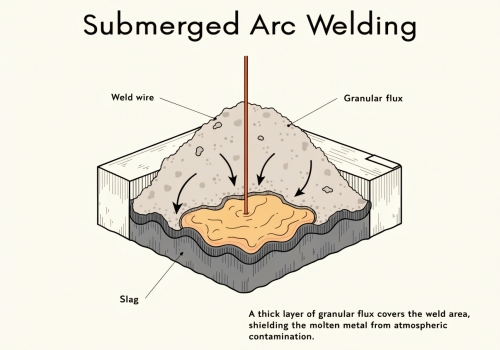
The flux is a very important part of this process. It hides the bright arc completely. You do not see any bright flashes. You do not see any flying sparks. The flux melts and creates a protective cover. We call this cover slag. This slag stops oxygen and nitrogen from entering the liquid weld pool. Bad air causes weak spots in the metal. The slag prevents this major problem.
I have worked in the pipeline industry for over 18 years. I often help designers find the best pipes. We use this exact welding method to make Spiral Submerged Arc Welding steel pipes at Centerway Steel. The machine rolls a long strip of steel into a spiral shape. Then, the machine welds the inside and the outside of the seam. This creates a very strong pipe.
Here is a simple look at the process parts.
| Process Part | Function |
|---|---|
| Wire Electrode | Fills the joint and creates the electric arc |
| Granular Flux | Protects the weld and stabilizes the arc |
| Molten Slag | Covers the cooling metal to keep it clean |
Do you need to speed up production without losing quality? Slow welding hurts your project deadline. See how this method boosts your daily output. The biggest benefits are high deposition rates and deep penetration. The process does not need an extra shielding gas. The hidden arc makes the workplace safer. You do not need to worry about bright light or toxic smoke.
This method puts down metal very fast. We call this a high deposition rate. The machine feeds the wire without stopping. The heat goes directly into the thick metal. This speed is great for large heavy projects. It saves a lot of manual labor time. Less labor time means lower costs for the buyer. I recently worked with a buyer named Jackie. He needed thick pipes for a large building project. We used this method to make his pipes. He saved a lot of money because our factory finished the job quickly.
The process creates very deep welds. You can weld thick steel plates easily. You do not need to pass over the exact same spot many times. This makes the joint very strong. The flux also makes the final weld very clean. You rarely see holes or cracks in the final product.
Here is a clear table of the main benefits.
| Benefit | Why it matters |
|---|---|
| High Speed | Finishes large pipe orders fast |
| Deep Penetration | Joins thick metal in fewer passes |
| Clean Environment | No sparks or bad smoke for workers |
| No Gas Needed | Saves money on extra shielding gases |
Are you worried about hidden costs and strict limits? Ignoring the flaws of a welding method can cause huge project delays. Here is what you must know. The main problems are position limits and high setup costs. You can only weld in flat or horizontal spots. You also need to clean the heavy slag after every single pass. The method does not work well on thin metals.

You cannot use this method to weld overhead. You cannot use it to weld vertically. The melted flux is very liquid. It will drip down if you try to weld on a wall. So, you must keep the metal flat. Also, the equipment is very big and heavy. You cannot carry it to a small field site easily. It stays inside the workshop.
You must prepare the metal joints perfectly. The deep heat needs tight gaps. If the gap is wrong, the weld will fail. Also, you cannot use this method on thin steel. If the steel is thinner than five millimeters, the high heat will burn a hole right through it. The heat will also warp thin plates.
Here is a simple table of the main problems.
| Drawback | Real-world impact |
|---|---|
| Flat Position Only | Limits where you can use the machine |
| Big Equipment | Hard to move around a busy job site |
| Melts Thin Metal | Only good for heavy, thick materials |
| Slag Cleanup | Takes extra time after every weld pass |
Understanding the advantages and disadvantages of submerged arc welding helps you buy better steel pipes. Centerway Steel provides top-quality pipeline products to save your project time and money.






 English
English Español
Español


