
Pragmatism, Integrity, Passion

Pragmatism, Integrity, Passion

Choosing the wrong pipe wastes your project budget. You face leaks and structural failures. I will show you how to pick the right steel pipe for your construction project. The main difference between efw vs erw pipe lies in the welding process. ERW uses high-frequency electrical current to heat and join steel edges. EFW uses an electron beam to fuse the edges completely. EFW offers better high-pressure resistance, while ERW provides a highly cost-effective solution.

I often talk with purchasing managers who struggle with these pipeline choices. They want to save money but they cannot risk poor quality on the job site. Let us look closely at these two pipe types. I want to help you make the best sourcing decision for your next big project.
You might misunderstand how factories make these pipes. This confusion causes you to order the wrong type. I will explain the exact manufacturing steps clearly and simply. Factory machines roll flat steel plates into a tube shape for both pipes. ERW joins the edges using electrical resistance heating without adding metal. EFW uses an electric beam to melt and fuse the edges together completely. Both methods create a strong longitudinal seam.
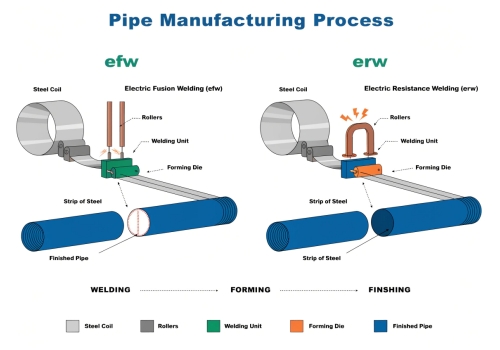
When I review CAD drawings with engineers, the weld seam always comes up as a key point. You must look at how the factory handles this seam. For Electric Resistance Welding (ERW), we use a high-frequency current. Old low-frequency methods caused seam corrosion and hook cracks. Modern high-frequency ERW removes these problems completely. The factory either cuts the weld seam clean or uses a special die to smooth it. This leaves a small visible line on the inside. For Electric Fusion Welding (EFW), the process is different. The factory uses an electron beam or laser to heat the edges. This fusion method makes the metal bond much denser and more uniform. Factories clean and trim the EFW seam on both the inside and outside. I made a simple table to show you the basic differences in the forming process.
| Feature | ERW Pipe Process | EFW Pipe Process |
|---|---|---|
| Heat Source | High-frequency electrical current | Electron beam or Laser |
| Filler Metal | No filler used | Can use filler or fuse directly |
| Seam Treatment | Smoothed or trimmed, visible inside | Trimmed clean on inside and outside |
| Metal Density | Standard uniformity | Higher density and uniformity |
High pressure can destroy weak pipes. Replacing broken pipes costs too much time and money. I will show you the exact benefits of each pipe to protect your project. The main benefit of ERW pipe is its high production speed and low cost. The main benefit of EFW pipe is its narrow heat-affected zone. This provides better metal uniformity and higher pressure ratings. EFW acts as a strong, cheaper substitute for expensive seamless pipes.

In my 18 years in the pipeline business, I see many buyers struggle with the balance between cost and quality. You want to save the company money, but you need reliable materials. Let us break down the benefits of efw vs erw pipe so you can decide easily. ERW pipe machines are very common. A factory can run these machines for decades if they maintain them well. This makes ERW the most popular choice in the market. It is highly efficient. You get a good product for a very low price. EFW pipe requires a much bigger initial investment from the factory. The tools cost more. But the EFW fusion process creates a very narrow heat-affected zone. This means the heat does not weaken the surrounding metal. The pipe stays incredibly strong. Because of this, EFW pipe can handle very high pressure. It is also great for corrosive environments.
| Benefit Factor | ERW Pipe | EFW Pipe |
|---|---|---|
| Cost Efficiency | Excellent, very low cost | Good, but higher initial price |
| Production Speed | Very fast | Slower, requires precision |
| Pressure Rating | Moderate to high | Very high |
| Corrosion Resistance | Standard | Excellent |
Using the wrong pipe in a chemical plant causes massive safety risks. You cannot afford an accident. I will list the exact industries that use these pipes safely. ERW pipes are used in plumbing, HVAC, automotive, and general oil transport. They move common fluids easily. EFW pipes are used in harsh environments like petrochemical plants, chemical processing, and food processing. EFW handles high-pressure and highly corrosive materials safely.

When you act as a purchasing manager for an EPC company, you look at many different project designs. You must know where each pipe fits best. You do not want to buy an expensive pipe for a simple water line. You also do not want to use a standard pipe for high-temperature chemicals. ERW pipe is everywhere. You will find it in almost every industry that needs to move fluids from one place to another. I sell a lot of ERW pipes for fire suppression systems, commercial buildings, and standard oil transport. It does the daily work perfectly. EFW pipe is special. I recommend EFW when a buyer tells me they need to replace seamless pipe to save money, but they still have a high-pressure system. EFW is perfect for the textile industry, heavy petrochemical sites, and chemical processing plants. Here is a quick reference guide for your daily sourcing work.
| Industry Application | Recommended Pipe | Reason for Choice |
|---|---|---|
| Urban Water Plumbing | ERW | Low pressure, very cost-effective |
| HVAC Systems | ERW | Easy to install, cheap |
| Chemical Processing | EFW | Highly corrosive, needs strong joints |
| High-Pressure Oil | EFW | Replaces seamless pipe, safe and strong |
Incorrect pipe sizes delay your entire construction schedule. You must match the exact engineering standards. I will show you the exact specifications you need to order correctly. ERW pipes range from 1/2 to 48 inches and follow ASTM A178. They come in plain, beveled, or threaded ends. EFW pipes range from 1/8 to 100 inches and follow ASTM A672 and ASTM A691. Both types use carbon steel and stainless steel materials.
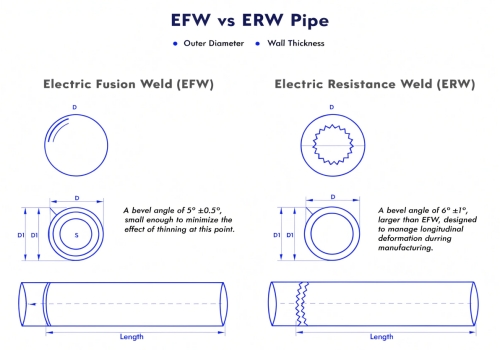
Sourcing the right material means understanding the exact numbers. The specifications of efw vs erw pipe matter greatly for your CAD designs. You must follow the industry standards strictly. If the pipes do not pass inspection, your project stops. I always remind my clients to check the ASTM standards before they place an order. ERW pipe has a good size range. We make it from 1/2 inch up to 48 inches. You can get it in many schedules, from schedule 5 up to schedule 160. Most people buy ERW in carbon steel. EFW pipe gives you a much wider size range. We can produce EFW from 1/8 inch all the way up to huge 100-inch diameters. You can order EFW with special surface finishes like sandblasting or matt polish. Look at this specification breakdown to help you order.
| Specification | ERW Pipe | EFW Pipe |
|---|---|---|
| Size Range | 1/2 inch to 48 inches | 1/8 inch to 100 inches |
| Common Materials | Carbon steel, Stainless steel | Carbon steel, Stainless, High nickel alloy |
| Key ASTM Standards | ASTM A178 | ASTM A672, ASTM A691 |
| End Types | Plain, Beveled, Threaded | Plain, Beveled, Threaded |
| Surface Finishes | Standard finish | HF pickled, Matt polish, Sandblast |
Choosing between ERW and EFW pipe depends on budget, pressure needs, and environment. I hope this guide helps you source the perfect pipeline products for your next big project.






 English
English Español
Español


